
咨詢熱線:
17855382688






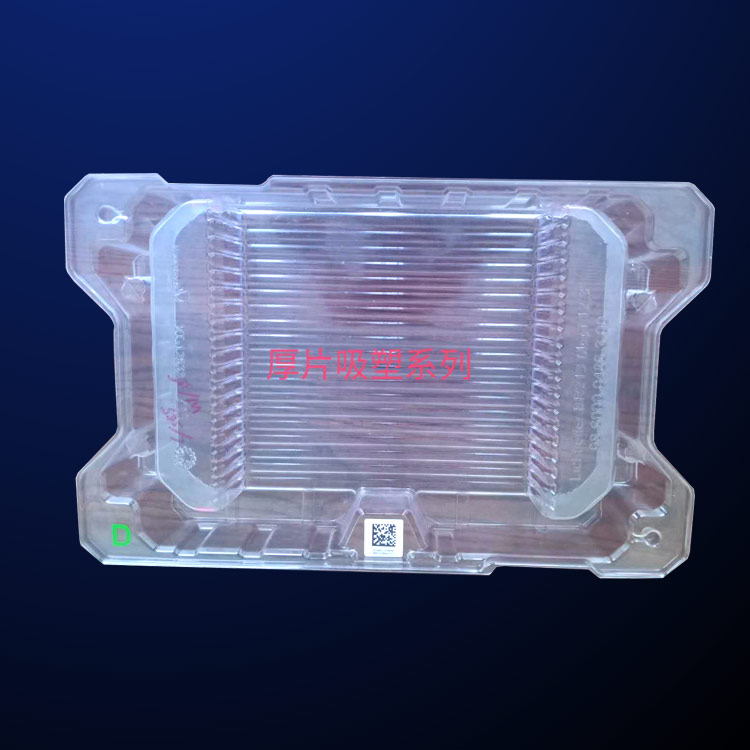






厚片吸塑(sù)的工藝流程 厚(hou)闆吸塑也叫厚(hòu)片吸塑,就是所(suo)謂的吸塑厚度(du)超過2mm的闆材,該(gāi)工藝無法在全(quan)自動機器上吸(xi)塑成型,必須采(cai)用厚闆材的半(ban)自動吸塑成型(xing)機加工生産的(de)技術。 厚片吸塑(sù)生産的大緻流(liu)程如下: 一般,我(wo)們的厚片吸塑(su)的生産工藝是(shi)從模具的制作(zuò)和加工開始的(de)。 首先,根據客戶(hu)的要求和樣品(pǐn)規格制作好吸(xi)塑模具。一般的(de)條件下,我們會(huì)選用石膏模打(da)樣,待客戶确定(ding)樣品和工藝後(hou),後面我們可以(yǐ)選用木模、銅模(mó)或鋁模作模具(ju)。 以石膏模具爲(wèi)例,将大型吸塑(su)過程中要用到(dào)的石膏模具制(zhi)作好後,先讓其(qí)自然幹燥完全(quán)或是烘幹,然後(hou)根據産品表面(miàn)凸凹具體情況(kuàng),用1-2毫米的鑽花(hua)在不影響産品(pin)包裝模樣的低(dī)凹處鑽許多小(xiǎo)孔。 如果是包裝(zhuang)盒之類産品還(hai)需要在四周邊(biān)上鑽一些小孔(kong),以便吸塑生産(chan)時,能将空氣抽(chōu)出,模具鑽好孔(kong)後,還得将石膏(gāo)模具進行加硬(yìng)處理,加硬處理(lǐ)方法是用濃明(ming)礬飽和液浸泡(pao)後晾幹。 等到大(dà)型吸塑模具處(chu)理幹燥完全後(hou),将模具裝入真(zhen)空室上層鐵闆(pǎn)上;然後根據模(mo)具大小,将塑料(liào)片載成适用規(gui)格尺寸;将此片(piàn)材放入加熱木(mu)櫃内,使其完全(quan)固定好,再将木(mù)櫃連同塑料片(pian)材置恒溫爐上(shàng)進行軟化處理(li)。 大型吸塑的時(shí)候,需要将軟化(huà)處理好的塑料(liao)片連同木櫃一(yī)同置于真空室(shì)中,開動吸氣開(kāi)關使得真空室(shì)内空氣被吸抽(chōu)幹淨;待塑料片(pian)冷卻後,就可以(yǐ)得到與模具相(xiang)同的凹型包裝(zhuang)或工藝模具。

厚(hòu)片吸塑加工過(guò)程中出現的問(wen)題有哪些? 1. 厚片(pian)吸塑吊線:在厚(hòu)片吸塑過程中(zhōng),由于模殼的高(gao)寬、視角、脫模結(jie)構等原因。 2.色調(diào):色調差異一般(ban)出現在塑料闆(pǎn)生産廠家的調(diào)料中,不同批次(ci)的塑料闆上可(ke)能會出現不同(tong)的背景色差,但(dan)這種情況不容(rong)易造成很大的(de)危害,單獨包裝(zhuāng)時也無法區分(fèn),所以這種情況(kuang)着重與塑料闆(pǎn)生産廠家溝通(tōng)。 3.厚片吸塑破孔(kǒng):在整個成型過(guò)程中,由于原材(cái)料厚度不均勻(yun),溫度控制不穩(wen)定,會發生破孔(kong),破孔的産品一(yi)般被視爲劣質(zhì)産品,不能出庫(kù)。 4.劃痕:厚片吸塑(su)表面很容易出(chu)現劃痕和擦傷(shāng)。在加工過程及(jí)其包裝程序中(zhōng),如果處理不當(dang),泡罩産品的表(biao)面會被劃傷并(bìng)留下痕迹,嚴重(zhòng)時會成爲劣質(zhì)産品。 5.形變:厚片(piàn)吸塑形變的關(guān)鍵原因是溫度(dù)調節、原料氣泡(pào)、殘渣等。都是會(huì)造成吸朔形變(bian),吸不及時,達不(bú)上吸朔成形的(de)規定,使包裝物(wu)件沒法放進,變(biàn)成殘品廢置。 6.波(bo)紋度:關鍵在于(yú)塑料片的加工(gong)。聚塑料闆的表(biǎo)面波紋是一種(zhong)更常見的現象(xiàng),這在一般情況(kuàng)下是可以接受(shòu)的。 7.厚片吸塑汽(qì)泡:一般出現于(yu)原材料的加工(gōng)過程中有氣體(ti)滲透到塑膠中(zhōng),所造成的汽泡(pao)狀況,這類狀況(kuang)下,汽泡很大便(biàn)會危害外型,因(yin)而這種都是會(huì)變成殘品。

您好,歡迎莅(lì)臨方立包裝,歡(huān)迎咨詢...
•·•
•›








